この技術は、金属製品に優れた耐食性、耐摩耗性、装飾性といった多様な機能性を付与するために広く用いられています。私たちの身の回りの様々な製品、例えば自動車部品から電子機器、装飾品に至るまで、その美しい輝きと耐久性はニッケルメッキによるものです。
弊社の強みは、長年にわたり培ってきた高度な技術力と豊富な実績にあります。特に、一般的にニッケルメッキが難しいとされる素材への対応力は、他社にはない大きなアドバンテージです。
これらの特殊な材料へのメッキは、素材特性に応じた緻密な前処理技術と、最適なメッキ条件の選定が不可欠です。弊社では、それぞれの素材が持つ表面状態や組成を熟知した熟練の技術者が、長年の経験とデータに基づき、最適なプロセスを設計・実行いたします。
金属製品の表面を緻密なニッケルの膜で覆うことにより、水分、酸素、そして様々な化学物質との直接的な接触を遮断し、錆びや腐食の進行を効果的に抑制します。この保護効果によって、メッキされた製品の寿命は大幅に向上し、長期にわたりその品質と機能を維持することが可能です。
ニッケルメッキによって形成されるニッケル皮膜は、非常に高い硬度 を誇ります。この硬度こそが、製品表面を日常的な使用における傷つきや、繰り返しの摩擦による摩耗からしっかりと守り抜く強固な盾となります。その結果、ニッケルメッキは製品の耐久性を著しく向上させ、長期間にわたる安定した性能維持に大きく貢献します。
ニッケルメッキがもたらす 光沢のある銀色の美しい仕上がり は、製品に洗練された印象と高級感を与え、その意匠性を格段に高めます。単に外観を美しくするだけでなく、製品の付加価値をも向上させる重要な要素となります。さらに、ニッケルメッキの魅力は一様ではありません。光沢仕上げはもちろんのこと、落ち着いた輝きの半光沢仕上げ、素材本来の質感を活かす無光沢仕上げなど、多彩な表面仕上げに対応できるため、製品のコンセプトや用途に応じた最適な表現を実現します。
ニッケルメッキは、単独で優れた特性を発揮するだけでなく、クロムメッキや貴金属メッキといった最終的な仕上げメッキを施す際の重要な下地としても広く活用されています。この下地としての役割が、最終的な メッキの密着性 を飛躍的に高め、剥がれにくい強固な皮膜を形成する上で不可欠となります。さらに、ニッケル皮膜は下地として 耐久性をも向上 させる効果を発揮し、多層メッキ全体の信頼性と長期的な性能を確保する上で、極めて重要な工程です。
自動車部品のニッケルメッキは、外観美化に加え、エンジンやブレーキ部品の耐久性・耐食性を向上させる重要技術です。多様な仕上げで内外装の質感も高め、コネクタ端子の導電性維持・腐食防止にも貢献。自動車の安全性、快適性、長寿命化に不可欠です。
電子機器分野では、電気ニッケルメッキの「はんだ付け性」「導電性」「腐食防止」が重要視されます。当社はプリント基板コネクタ端子や制御機器精密シャフト等へ多数実績があり、ミクロン単位の膜厚管理と柔軟な設計対応が強みです。試作から密な連携で、要求性能を高精度に実現します。
医療機器分野では衛生性と耐久性が重視されます。当社はステンレス部品へのニッケルメッキで表面を滑らかにし、洗浄性・耐摩耗性を向上。少量多品種・高精度ニーズに対応可能で、小ロットでも高品質な仕上がりに安心と評価されています。
工業用品のニッケルメッキは、機械部品の機能性・長寿命化(摺動性、耐食性、離型性向上)、治具・工具の耐摩耗性向上、プラント設備の耐薬品性向上に貢献。厳しい環境下での信頼性を高め、耐久性向上、メンテコスト削減に不可欠な表面処理技術です。
ニッケルメッキは自動車から電子機器、装飾品、そして医療現場、さらには様々な工業分野に至るまで、幅広い分野でその優れた特性を発揮し、私たちの生活を陰ながら支えているのです。
電気ニッケルメッキの膜厚は、メッキの品質を評価する上で重要な要素です。膜厚は用途によって異なりますが、一般的には数μm~数十μmが一般的な膜厚です。膜厚は、電流密度やメッキ時間によって調整することができます。
蛍光X線式厚さ試験方法とは、物質にX線を照射するとその物質中に含まれる元素に固有のX線が放射され、ニッケルメッキの膜厚を既知の試料との蛍光X線量を比較することによってニッケルメッキの膜厚を測定できる試験方法です。
デジタルマイクロメーターによる試験方法とは、外径、内径などの寸法を測定できる精密測定機器で、ニッケルメッキ前・後の寸法の差を測定することでニッケルメッキの膜厚を測定する方法です。
純チタン2種(170×150 t10mm)の製品にニッケルめっき可能でしょうか?
はい、株式会社コネクションでは純チタン2種(170×150 t10mm)の製品にニッケルめっきを施すことが可能です。純チタン2種のような材料に対しても、適切な前処理とニッケルめっき技術を用いることで、高品質な仕上がりを実現します。詳細な仕様やご相談はお気軽にお問い合わせください。
亜鉛ダイキャスト(ZnDC)素材にニッケルめっきを施したいのですが、対応可能でしょうか?
はい、株式会社コネクションでは、亜鉛ダイキャスト(ZnDC)素材に対するニッケルめっき処理に対応可能です。ご要望に基づき最適なめっき方法を提案し、高品質な仕上がりを提供いたします。詳細はお問い合わせください。
ニッケルめっきを施したシャフト(SCM435)を一部追加工したところ、めっきが無くなりました。無くなった箇所へニッケルめっきを施す事は可能でしょうか?
はい、株式会社コネクションでは、一部失われた箇所に対して再めっきを行うことが可能です。対象箇所の状態を確認し、再めっきのための適切な前処理を行った上で、ニッケルめっきを再度施し品質を回復させます。詳細や見積もりはお問い合わせください。
他社で処理しているニッケルめっき品で、下地の銅めっきとニッケルめっきの層間で剥離が発生する原因は何でしょうか?
主な原因として、①銅めっき後の水洗水の汚れによる不純物残り、②銅めっきからニッケルめっきへの移行時間が長いことによる酸化・汚れ付着、③銅めっき表面の光沢剤由来の薄い皮膜が密着障害になる、などが考えられます。株式会社コネクションでは試作処理で条件を検証し、層間剥離のない処理を目指します。
鉄鋼材のバレルめっきによるニッケルめっきで、凹み部に黄色いシミ(変色)が発生する原因とその対策は何でしょうか?
主な原因は、凹み部にめっきが十分に析出しておらず素地が露出し、腐食や錆が進行することです。対策として、1回あたりの処理量を減らして干渉を抑え、処理時間を延長して膜厚を確保することが有効です。
真鍮製品に施したニッケルめっきの皮膜欠陥による被覆不良は目視で判断できますか?確認するための具体的な方法はありますか?
単純な目視で見分けるのは困難です。確認方法として、純水700ml+アンモニア水700ml+25%トリクロル酢酸700mlの溶液、または過硫酸アンモニウム50g/L+アンモニア水75ml/Lの溶液に約5分浸漬する方法が推奨されています。欠陥により真鍮基材が露出している部分が青色に変化し、識別しやすくなります。
ニッケルめっき浴(ワット浴)を使用していますが、pHを調整していないにもかかわらず徐々にpHが下がっていきます。これは適正な状態でしょうか?
株式会社コネクションの経験では、pHが徐々に下がっていくのは適正ではありません。一般的には、陽極ニッケルの溶解によりpHは上昇傾向になりやすいとされます。pH低下の原因として、陽極ニッケル材不足や、前処理で使用した酸の持ち込みが考えられるため、陽極管理と前処理工程の見直しを推奨します。
ニッケルめっき浴のpH調整には炭酸ニッケルや水酸化ニッケルが用いられることが多い理由は?(Na⁺・NH₄⁺の影響と、添加剤のナトリウム塩は問題ないのか)
Na⁺やNH₄⁺が多量に蓄積すると、皮膜の硬化・延性低下・内部応力増加など、析出状態や物性に悪影響を及ぼす可能性があるため、pH調整には浴組成を変化させにくい炭酸ニッケルや水酸化ニッケルが用いられやすいです。一方、ピット防止剤や光沢剤に含まれるナトリウム塩は微量添加で、浴中濃度への影響が限定的なため、通常の管理範囲では影響が小さいと考えられます。
ニッケルめっきに非ろ波の整流器を使用することは問題ありませんか?どのような整流器の波形が適していますか?
非ろ波整流器が必須というわけではありませんが、波形としては全波整流が推奨されます。半波整流は波形が不安定となり、付着不良や均一性低下を招く可能性があるため推奨されません。
他社で処理しているニッケルめっき品に時々割れが発生しますが、ニッケルめっき皮膜が割れる主な原因は?
皮膜が脆くなっている可能性が高く、要因として①浴温が低い、②pHが規格外、③電流密度が高すぎる、④光沢剤過剰、などが考えられます。条件の精査と最適化が重要です。
装飾クロムめっき(下地:光沢ニッケル)で白く曇る・つき周り低下が見られます。原因と対策は?
クロムめっき液の不調が主因として考えられますが、下地の光沢ニッケルの状態にも注意が必要です。光沢剤が過剰だとクロム析出を阻害し、白曇りや密着低下・つき周り悪化につながることがあります。光沢剤管理や液調整の見直しが有効です。
ニッケルめっきした製品にザラつきが発生していますが、考えられる原因は?
主な原因として、①めっき液内の不純物など異物付着、②電流密度過剰、③素材起因、が考えられます。現物確認により原因特定と対策提案が可能です。
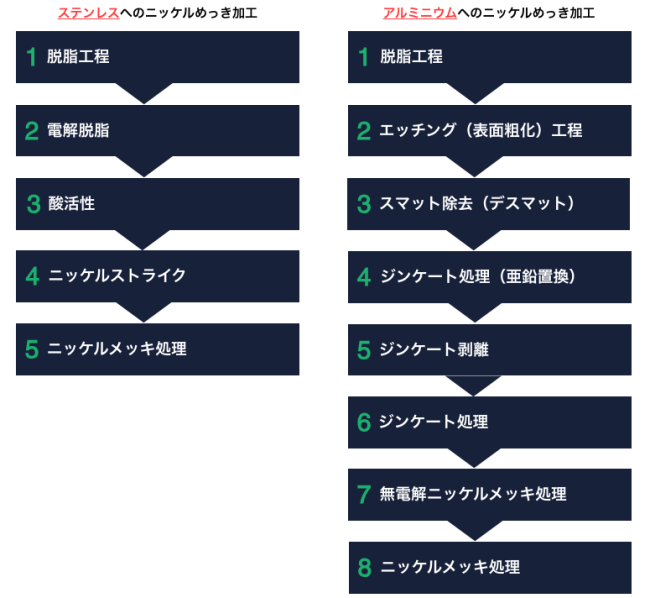
ステンレス鋼にニッケルめっきを行う際、なぜ直接ニッケルめっきができず、ニッケルストライクが必要なのでしょうか?ニッケルストライクとは?
ステンレス表面には不動態膜(酸化皮膜)が形成され、通常の前処理では完全除去が難しく、直接めっきすると密着性が低下します。ニッケルストライクは塩酸ベースの浴を用いた前処理で、不動態膜を抑制・除去しつつ薄い初期ニッケル層を付着させ、その後工程の密着性を高めます。
ニッケルめっきとクロムめっきの見分けが難しいのですが、簡単に判別する方法はありますか?
「息を吹きかける」「シャワーを掛ける」「日の光で確認する」などで観察すると、ニッケルめっきは黄色っぽく、クロムめっきは白っぽく見える傾向があり、目視である程度区別が可能です。
柔軟性のあるニッケルめっきを注文したいのですが、対応可能でしょうか?
はい、対応可能です。無光沢ニッケルめっきにおいて、ニッケル濃度・pH・温度・不純物などを調整し、硬度HV150程度の比較的柔らかい皮膜を形成することで柔軟性を確保します。
亜硫酸ガス雰囲気中で使用される部品に、ニッケルめっきを施すことで耐久性を確保できますか?
一般的な2層ニッケルめっきでは十分な耐久性確保が難しい場合があります。耐食性向上策として、トリニッケルめっき(三層)や、半光沢ニッケル下地+銅めっきを含む三層構造など、多層構造の検討が推奨されます。使用条件に合わせて評価・提案が可能です。
3層めっき(トリニッケルめっき)はなぜ耐食性が高まるのでしょうか?
半光沢ニッケル(硫黄0%)→トリニッケル(硫黄0.1〜0.2%)→光沢ニッケル(硫黄0.05%)のように硫黄含有率の差を設けることで局部電池作用が生じ、トリニッケル層が優先的に腐食(犠牲的に溶解)して下層を保護し、結果として耐食性が向上します。
ABS樹脂(3Dプリンター成形品)に装飾用のニッケルクロムめっきを施したいのですが、試作から対応は可能でしょうか?
めっきグレードのABS樹脂には対応可能です。ただし3Dプリンター成形品は多孔質になりやすく、前処理液の残留で析出阻害リスクがあります。外観の意匠性目的であれば銀鏡皮膜「クリアシルバ」も提案可能です。試作含めご相談ください。
鉄素材(S45C)にニッケルめっきが処理されていますが、剥離して追加加工は可能でしょうか?
はい、剥離は可能です。専用の剥離液でめっき皮膜を剥離し、その後の追加加工に対応できます。ただし剥離により素材表面が多少荒れることがあるため、その点を踏まえて仕上げ計画を立てる必要があります。
CrCu(クロム銅)にニッケルめっき(5~10μm)処理は可能でしょうか?
はい、株式会社コネクションではクロム銅(CrCu)素材へのニッケルめっき処理に対応しております。ニッケルめっきは耐食性や耐摩耗性の向上、さらには表面の均一性を実現し、製品の機能性と付加価値を高める効果があります。めっき処理にあたっては、製品の形状やサイズ、数量など仕様の詳細をお知らせいただくことで、最適な加工方法や納期のご提案が可能です。当社は精密金属加工メーカーとして、クライアント様のニーズに応じた高品質な表面処理を心がけておりますので、ぜひお気軽にお問い合わせください。
アルミニウム素材(A5052)に施されたニッケルめっき皮膜の剥離は可能でしょうか?また、素材を極力粗さずに剥離することはできますか?
はい、株式会社コネクションでは、アルミニウム素材(A5052)に施されたニッケルめっき皮膜の剥離を対応しております。特に素材表面を極力粗さずに剥離する技術を持っており、精密な金属加工に適した品質を維持しながらめっきの除去が可能です。ただし、製品のサイズや形状によって対応可能な範囲に制限がございますので、詳細な製品サイズや仕様をお知らせいただければ、最適な剥離方法と対応可否についてご提案いたします。当社はめっき処理および表面処理の専門メーカーとして、機能性向上や品質保持を重視したサービスを提供しておりますので、ご安心してご相談ください。
SS41(一般構造用圧延鋼材)材にニッケルめっき10μmの処理は可能でしょうか?
はい、株式会社コネクションでは、SS41(SS400の旧規格に相当する一般構造用圧延鋼材)へのニッケルめっき処理に対応しております。電解ニッケルめっきであれば、10μmの膜厚処理が可能ですが、電気めっき特有の膜厚ばらつきが発生する場合があります。そのため、寸法精度が特に重要な用途では、無電解ニッケルめっきをおすすめしております。無電解ニッケルめっきは均一な膜厚を実現できるため、より高い機能性や耐食性向上に寄与し、精密金属加工における付加価値の提供に最適です。弊社は、お客様のニーズに最適な表面処理を提案し、「めっきであなたの嬉しいを実現」することを企業指針とし、品質と環境配慮に配慮した加工サービスを提供しております。
アルミニウム素材(A5052)に電解ニッケルめっきを施したいのですが、対応は可能でしょうか?
株式会社コネクションでは、アルミニウム素材(A5052)への電解ニッケルめっきについて、通常直接の電解めっき処理は行っておりません。これはアルミニウム表面の特性上、直接電解ニッケルめっきを施すことが技術的に難しいためです。ただし、下地処理として無電解ニッケルめっき(通称カニゼンめっき)を先に施すことで、その上に電解ニッケルめっきを行うことが可能です。この二段階のめっき処理により、耐食性や付加価値の高い表面仕上げを実現します。膜厚や仕上がりの詳細については、お客様のご要望や用途に応じて柔軟に対応いたしますので、ぜひ別途ご相談ください。当社は機能性向上と品質確保を重視し、お客様のニーズに最適な表面処理解決策を提供しております。
チタン合金Ti-6Al-4V(α-β型)に対して、電解Niめっき10μmの処理は対応可能でしょうか?
はい、株式会社コネクションではチタン合金Ti-6Al-4V(α-β型)に対して電解Niめっき10μmの処理に対応しております。電解Niめっきは金属の耐食性と機能性を高める表面処理であり、当社の精密金属加工技術と組み合わせることで高品質な仕上がりを実現します。ただし、めっき処理可能な対象品にはサイズの制限がございますので、処理をご希望の場合は該当部品の図面やサイズがわかる資料をお送りいただき、対応可否を当社にて確認させていただきます。これにより、お客様のニーズに最適な表面処理を提供し、品質向上と付加価値の創出に貢献いたします。
チタン合金Ti-6Al-4V(α-β型)に処理された電解Niめっきを剥離することは可能でしょうか?
はい、チタン合金Ti-6Al-4V(α-β型)素材上に処理された電解Niめっきの剥離は可能です。株式会社コネクションでは、精密なめっき加工技術と豊富な表面処理ノウハウを活かし、基材を傷めることなく効率的に電解Niめっきを剥離する技術を提供しています。これにより素材の再利用や再加工が容易になり、機能性維持と環境負荷の低減に貢献します。めっきの剥離に関するご相談やお見積もりは、お気軽に当社までお問い合わせください。
HPM77(快削プリハードン鋼)にニッケルめっきを施すことは可能でしょうか?
はい、株式会社コネクションではHPM77に対するニッケルめっきの対応が可能です。快削プリハードン鋼であるHPM77は、耐食性や耐摩耗性の向上を目的としたニッケルめっきとの相性も良く、精密な表面処理が可能です。処理方法の最適化や品質確保のために、製品のサイズや形状が把握できる図面やイラストをお送りいただければ、詳細を確認のうえ最適な処理方法をご提案いたします。当社は表面処理の専門メーカーとして、機能性向上や付加価値の創出に注力し、お客様のニーズに沿った高品質なめっき処理を提供しておりますので安心してご相談ください。
プリハードン鋼に黒色ニッケルめっき処理は可能でしょうか?膜厚5μmでの指定に対応できますか?
はい、プリハードン鋼への黒色ニッケルめっき処理は株式会社コネクションで対応可能です。ただし、黒色ニッケルめっきの標準的な膜厚は通常1μm以下と非常に薄いため、膜厚5μmの仕様に対しては単独の黒色ニッケルめっきでは対応が難しい場合があります。その場合、膜厚を確保するために下地として光沢ニッケルめっきを施し、その上に黒色ニッケルめっきを重ねる複合処理を行うことで、トータルで膜厚5μmに調整することが可能です。これにより、機能性や耐食性、そして見た目の付加価値をバランスよく実現し、お客様のご要望にお応えいたします。ご希望の膜厚や仕上がり、製品の使用環境に応じて最適な処理方法をご提案いたしますので、お気軽にお問い合わせください。
アルミナセラミック(アルミナ99.5%)にニッケルめっきは処理可能でしょうか?
株式会社コネクションでは、アルミナセラミック(アルミナ99.5%)へのニッケルめっき処理が可能です。ただし、アルミナセラミックには直接ニッケルめっきを施すことができないため、まず無電解ニッケルめっきによる下地処理を行います。この下地処理により、表面の付着性を確保した後、電解ニッケルめっきでの仕上げを行う工程を採用しています。こうした二段階のめっき処理により、高い耐食性と機能性を持つ精密な金属被膜を形成し、お客様の製品価値向上に貢献しております。金属加工および表面処理の専門メーカーとして、用途やご要望に応じた最適な技術をご提案いたしますので、お気軽にご相談ください。
コバール素材へ意匠性目的のための光沢ニッケルめっきを検討しておりますが、コバール材へのニッケルめっき処理は可能でしょうか?
はい、株式会社コネクションではコバール材への光沢ニッケルめっき処理が可能です。当社は金属加工・精密金属加工メーカーとして、ニッケルめっきをはじめとした各種めっき処理を通じて、機能性向上や耐食性改善、そして意匠性の付加価値提供に取り組んでおります。コバール材の形状やサイズ、数量など具体的な情報をいただければ、最適な処理方法とコストをご提案いたします。めっき処理を通してお客様のニーズに合わせた高品質な表面処理を実現いたしますので、お気軽にご相談ください。
サーメット材(炭化物や窒化物を含む複合材料)に対してニッケルめっきは可能でしょうか?また、ニッケルめっきによって脆さの軽減は期待できますか?
はい、弊社株式会社コネクションでは、サーメット材に対するニッケルめっき処理が可能です。サーメットは炭化物や窒化物などの硬質化合物の粉末を金属の結合材と混合し焼結した複合材料であり、その特性上、表面処理には高度な技術が求められます。当社は精密金属加工メーカーとして、サーメットのような複雑な素材にも対応しためっき処理を行っております。ニッケルめっきはサーメット材の表面に付加価値を与え、耐食性向上と同時にめっき層による脆さの軽減が期待されます。ただし、実際の効果は素材の特性や処理条件に依存するため、試作処理を実施し、評価をいただきながら最適なめっき条件を検討していく必要がございます。弊社では試作段階から丁寧に対応し、お客様のご要望に沿った品質向上を目指しておりますので、ぜひお気軽にご相談ください。
銅とモリブデンが接合された製品に対して、防錆目的で銅素材とモリブデン両方にニッケルめっきを施すことは可能でしょうか?また、異素材への密着性についても教えてください。
株式会社コネクションでは、銅とモリブデンが接合された製品に対して、両素材に同時にニッケルめっきを施すことが可能です。当社では、それぞれの素材特性に応じた適切な前処理を徹底して行うため、銅・モリブデン双方への密着性に優れためっき処理を実現しています。これにより、防錆効果はもちろん、耐久性や機能性の向上にも貢献いたします。精密な金属加工技術と表面処理ノウハウを活かし、お客様の製品価値向上に最適なめっき処理をご提供いたしますので、安心してご相談ください。
銅素材とタングステンが接合された製品に対して、銅素材およびタングステン両方にニッケルめっきを施すことは可能でしょうか?
はい、株式会社コネクションでは、銅素材とタングステンが接合された状態の製品に対してもニッケルめっきを施すことが可能です。両素材に対して密着性の高いめっきを実現するために、材料の特性に応じた適切な前処理を丁寧に行います。この前処理により、銅とタングステンの接合部での剥がれやめっきの不良を防ぎ、高品質かつ耐食性に優れたニッケルめっきを提供しています。機能性向上や耐久性強化を目的とした精密金属加工において、お客様のご要望に応じた最適な表面処理を提案し、「めっきであなたの嬉しいを実現」することを企業理念としておりますので、ぜひご相談ください。
コバール(鉄、ニッケル、コバルトを主成分にした合金)に導電性向上を目的としてニッケルめっきを施すことは可能でしょうか?
はい、株式会社コネクションではコバール素材へのニッケルめっき処理の実績があり、導電性向上を目的としたニッケルめっきは可能です。コバールは特殊合金のため、めっき処理には専門的なノウハウが必要ですが、当社の精密金属加工技術により安定した品質で施工いたします。めっきの膜厚や仕上がりのご要望に応じて最適なプランをご提案いたしますので、具体的な膜厚指定などをご連絡いただければ詳細に対応いたします。機能性向上や耐久性の付加も兼ね備えためっき処理で、お客様の製品価値向上に貢献いたします。
窒化アルミナセラミックス(AIN)にニッケルめっきを施すことは可能でしょうか?
株式会社コネクションでは、窒化アルミナセラミックス(AIN)へのニッケルめっきについて過去に処理実績がございます。しかし、AINの種類や素材の特性によって反応が異なるため、まずは試作処理を行い、めっき処理の適応可否を確認する必要があります。お手数ですが、端材など試作に使用可能な材料をご提供いただけますと、具体的なテスト条件の設定および効果的なめっき処理の実現に向けた確認が可能です。当社は精密かつ高機能なめっき技術を活かし、お客様のご要望に応じた最適な表面処理をご提案しておりますので、ぜひお気軽にご相談ください。
亜鉛ダイキャスト(ZnDC)にニッケルめっきを施したいのですが対応は可能でしょうか?
はい、株式会社コネクションでは亜鉛ダイキャスト(ZnDC)に対するニッケルめっきの処理実績があり、問題なく対応可能です。ただし、ニッケルめっきを施す前に必ず下地として銅めっき(厚さ5μm以上)を施すことが必要となります。この下地処理により、めっきの付着性や耐食性が飛躍的に向上します。製品の形状や仕様によって最適な処理条件が異なるため、具体的なめっき処理をご希望の場合は、製品図面や形状のわかる資料をご提供いただけますとスムーズにご提案・対応が可能です。当社は高精度な金属加工技術と豊富なめっき経験を活かし、お客様のニーズに合わせた高品質な表面処理を実現いたします。
ベリリウム銅(BeCu)へのニッケルめっきは可能でしょうか?他社でめっき処理を依頼した際に密着性が悪く、めっきの剥がれが発生しています。
ベリリウム銅(BeCu)へのニッケルめっきは特殊な前処理が不可欠であり、適切な処理を行わないと密着性の低いめっきとなり剥がれが発生しやすくなります。株式会社コネクションでは、長年の実績とノウハウを活かし、複数のクライアント様からご依頼いただいたベリリウム銅素材へのめっき処理に対応しております。当社独自の前処理技術によりめっきの密着性を確保し、耐久性と機能性を高めることが可能です。お客様の製品品質と信頼性向上のために最適な表面処理を提供いたしますので、安心してご相談・ご依頼ください。
高速度鋼にニッケルめっきを施したいのですが、株式会社コネクションでは対応可能でしょうか?
はい、株式会社コネクションでは高速度鋼に対する電解ニッケルめっきの対応が可能です。弊社は精密金属加工メーカーとして、めっき処理を通じて機能性向上や耐食性強化、付加価値の提供に注力しております。特にニッケルめっきは高速度鋼の耐摩耗性や耐食性を大幅に向上させるため、多くのお客様にご好評いただいております。膜厚のご指定やその他の条件がございましたら、お気軽にご連絡ください。最適なめっき仕様をご提案し、品質と性能の両立に努めてまいります。
ステンレス(SUS304)に対してつや消しの電解ニッケルめっきを施すことは可能でしょうか?また、つや消しの仕上げ方法にはどのような選択肢がありますか?
はい、株式会社コネクションではステンレス(SUS304)に対してつや消しの電解ニッケルめっきを施すことが可能です。つや消しの仕上げ方法については、ショットブラストによる物理的な表面処理と、めっき液を調整した化学的なつや消し処理の双方からお選びいただけます。これにより、お客様の用途や仕上がりイメージに最適な加工をご提案し、品質と環境配慮を両立した仕上げを提供いたします。
小さなボタンのような形状で吊るし用の穴がない鉄素材の大量製品に対して、電解ニッケルめっきは可能でしょうか?
はい、株式会社コネクションでは、そのような小さなボタン形状の鉄製品に対してバレルめっきを用いた電解ニッケルめっき処理が可能です。バレルめっきは、専用の容器に製品を入れて処理を行うため、吊るし用の穴がなくても大量の製品を一括で効率的にめっきできます。ラック処理に比べてコストを抑えられるメリットが大きく、量産体制にも適しています。一方で、製品同士が容器内で接触するため、表面に軽微な傷や打痕が発生する可能性があります。製品の品質要求に応じて適切な処理方法をご提案し、耐食性や機能性の向上を実現いたしますので、詳細はお気軽にご相談ください。
亜鉛鋼板への装飾目的のニッケルめっきを検討していますが、製品サイズが1800×1000mm、厚さ0.4mmの大きな板にも対応可能でしょうか?
はい、株式会社コネクションでは亜鉛鋼板へのニッケルめっき加工に対応しております。亜鉛層はめっき前に一旦剥離し、その後一連の工程でニッケルめっきを施しますので、腐食の心配はありません。サイズについては、1800×1000mmの寸法は当社設備でギリギリ対応可能な範囲となっております。ただし、製品が大きいため板の中央部分などでニッケルめっきの光沢が若干鈍くなる場合がございます。これらの点をご理解いただいた上で、ご要望に沿った高品質なめっき処理をご提供いたします。金属加工・精密金属加工の専門メーカーとして、機能性向上や付加価値の実現に注力し、お客様のニーズにお応えしておりますので、ご安心してご相談ください。
ステンレス鋼(SUS304)に施されたニッケルめっきの剥離は可能でしょうか?
はい、株式会社コネクションではステンレス鋼(SUS304)素材上に処理されたニッケルめっきの剥離が可能です。ニッケルめっきの剥離は素材本来の性能を損なわないよう適切な処理を行い、耐食性や機能性を維持しつつ付加価値向上に貢献いたします。めっき処理や剥離に関する詳細なご相談は、お気軽にお問い合わせください。
ABS樹脂に導電性を持たせる目的でニッケルめっきを検討していますが、株式会社コネクションでは対応可能でしょうか?
はい、株式会社コネクションではABS樹脂へのニッケルめっきの処理が可能です。ただし、ABS樹脂に対しては直接電解ニッケルめっきを施すことができないため、まず下地として無電解ニッケルめっきを施す必要があります。この工程により表面の導電性を確保し、耐食性や付加価値を高めることが可能です。当社は高精度なめっき技術を用いて、機能性向上だけでなく環境配慮も考慮した最適な表面処理をご提供し、お客様のニーズにお応えいたします。ご検討の際はお気軽にご相談ください。