
無電解メッキ
無電解ニッケルメッキ

電気ニッケルメッキが外部からの電気エネルギーを必要とするのに対し、無電解ニッケルメッキはめっき液に含まれる還元剤の化学的な力でニッケルイオンを金属ニッケルとして還元し、素材表面に皮膜を形成します。
無電解ニッケルメッキの最大の特徴
この技術の最大の特長は、複雑な形状の製品に対しても均一な厚みの皮膜を形成できる点です。電気メッキでは電流分布の影響で厚みにムラが生じやすいのに対し、無電解ニッケルメッキは溶液に浸漬されている部分であれば、凹凸や穴の内部に至るまで均一に成膜されます。
また、プラスチックやセラミックスのような不導体材料にもめっきが可能であることも大きな利点の一つです(ただし、適切な前処理が必要となります)。
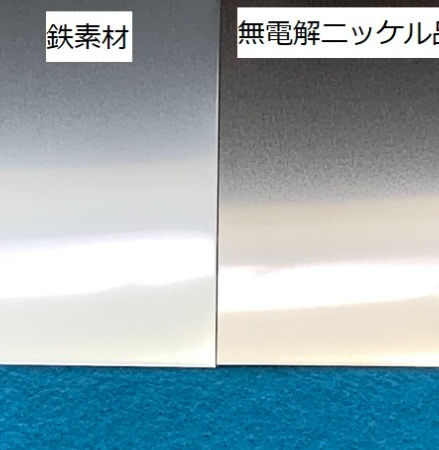
無電解ニッケルメッキによって得られる皮膜は、優れた耐食性、耐摩耗性、硬度を持ち、用途に応じてリンやホウ素といった元素を共析させることで、さらに特性を調整することも可能です。
これらの特性から、無電解ニッケルメッキは、精密機械部品、電子部品、自動車部品、航空宇宙部品など、高い寸法精度や機能性が求められる様々な分野で活用されています。私たちの目には触れにくい部分でも、製品の性能向上や長寿命化に貢献している重要な技術です。
一般的に、リン含有率によって以下のように分類され、それぞれ異なる特徴を持ちます。
低リンタイプ (リン含有率:1~4wt%)
皮膜は結晶質に近く、析出状態でも比較的硬度が高いですが、熱処理によってさらに高硬度が得られます。耐アルカリ性に優れています。主な用途: 高い硬度や耐摩耗性が求められる機械部品、金型など。
中リンタイプ (リン含有率:5~9wt%)
最もバランスの取れたタイプで、光沢も良く、適度な硬度と優れた耐食性を兼ね備えています。析出状態では延性にも富んでいます。汎用性が高く、多くの分野で使用されています。主な用途: 自動車部品、電子機器の筐体、装飾部品など、幅広い用途に対応します。
高リンタイプ (リン含有率:10wt%以上)
特徴: リン含有率が高くなるほど皮膜はアモルファス(非晶質)構造に近くなり、非常に優れた耐食性を示します。また、非磁性の特性も持ちます。主な用途: ハードディスクの磁気ディスク下地膜(非磁性)、耐食性が特に要求される化学プラント部品、センサー部品など。
このように、Ni-P皮膜はリンの含有率をコントロールすることで、硬度、耐食性、磁気特性などを調整でき、非常に多岐にわたる産業分野でその機能を発揮しています。
無電解ニッケルメッキの硬度
硬度とは、材料が他の物体から変形や損傷を受けることへの抵抗力を示す尺度です。無電解ニッケルメッキでは、この硬度がメッキ層の耐摩耗性と耐久性を測る重要な指標となります。
硬度の単位には、HV(ビッカース硬度)、HRB(ロックウェル硬度Bスケール)、HRC(ロックウェル硬度Cスケール)などがあり、それぞれ異なる測定方法に基づいています。例えば、ビッカース硬度はダイヤモンド製のピラミッド形圧子を試料に押し込み、その圧痕の大きさから硬度を算出します。
一方、ロックウェル硬度は、圧子の種類(球形または円錐形)と荷重によって異なり、圧子を押し込んだ深さから硬度を求めます。
熱処理による硬度向上
無電解ニッケルメッキの硬度は、熱処理によって大きく変化します。
メッキ直後の皮膜は非晶質または超微細結晶質ですが、約260℃付近から徐々に結晶質のニッケル(Ni)とリン化ニッケル(Ni3P)が混ざり合った層へと変化します。
この変化により、マトリックスである結晶質ニッケル中に硬いNi3Pが分散した複合メッキとなり、硬度が向上すると考えられています。
めっき後の部品を高温で加熱することで、Hv900〜1000程度の高硬度を実現できます。
硬度と摩擦係数、水素脆性
一般的に、硬度が高い材料は摩擦係数が低くなる傾向があります。これは、硬い表面が滑らかであるため接触面積が小さくなり、摩擦が減少するためです。無電解ニッケルメッキの場合も、硬度を高めることで表面の滑らかさが向上し、摩擦係数が低下します。これにより、耐摩耗性が高まり、動作部品の摩耗が減少して長寿命化に寄与します。そのため、無電解ニッケルメッキの硬度を適切に管理することは、製品の性能と耐久性向上に不可欠です。
さらに、熱処理(ベーキング処理)は、部品が水素を吸収して脆くなる水素脆性を低減する効果もあります。これにより、部品の耐久性と安定性がさらに向上します。
無電解ニッケルメッキの原理と化学反応式
無電解ニッケルメッキの原理は、メッキ液内に含まれるニッケルイオンが化学反応によって還元され、金属表面にニッケルの層を形成することにあります。基本的な化学反応式は以下の通りです。
Ni2+ + 2H2PO2- + 4OH- → Ni + 2H2PO3- + 2H2O
ニッケル塩と還元剤が反応し、ニッケルイオンが金属ニッケルに還元される過程を示します。この反応は、特定の触媒の存在下で進行し、均一なメッキ膜を生成します
無電解ニッケルめっき実績事例





よくある質問
無電解ニッケルめっきを施すことで耐食性や機能性を向上させると同時に、精密洗浄によって表面の微細な異物や汚れを徹底的に除去し、コンタミネーション(異物混入)を防止いたします。
さらに、全工程終了後はクリーンルーム内で厳密に梱包し、製品の品質保持と安全な出荷を実現しています。当社の一貫生産体制により、高品質かつ安心してご利用いただける製品をお届けしますので、ご安心してお任せください。
厳密な品質管理のもと、ピンホールの発生を抑えた均一なめっきを実現し、耐食性や耐摩耗性の向上に寄与します。さらに、お客様の図面を詳細に確認し、部分めっきのご要望にも柔軟に対応しておりますので、指定箇所のみへのめっき施工が可能です。当社の技術とノウハウで、機能性向上や付加価値の高い表面処理をご提供いたします。お気軽にご相談ください。
厚みが100μmと75μmのPEN材に対してもめっき処理は可能であり、過去に同様の処理実績がございます。
試作段階での最適な条件設定や品質確認を行うため、お客様の製品に合わせたテストを実施し、機能性向上や耐食性の確保を目指します。当社は金属加工・精密金属加工メーカーとして、めっきによる付加価値の創出と環境配慮を重視し、「めっきであなたの嬉しいを実現」する姿勢で取り組んでおります。まずはお気軽にご相談ください。
SUS304材の場合、パイプ内面への無電解ニッケルめっきの施工が技術的に難しいため対応できません。一方、STKM材であれば、パイプ全面に無電解ニッケルめっき3μm以上を施した後、外面に亜鉛ニッケルめっき5μm以上(Ni共析率15±3%)の処理を行うことが可能です。
これにより、耐食性や付加価値の向上を実現しつつ、お客様の設計寸法要件にも適合した高品質なめっき加工をご提供いたします。材質選定からめっき仕様まで専門的なご相談も承っておりますので、お気軽にお問い合わせください。
この技術はニッケルを触媒として自動的にめっきを付着させる方法で、電気を使用しないため均一な厚さの膜が形成でき、複雑形状の部品にも安定しためっき処理が可能です。
株式会社コネクションでは、このカニゼンめっきを活用し、耐食性の向上や耐摩耗性の強化、機能性アップを実現しています。また、環境負荷を抑えつつ工数削減にも寄与するため、精密金属加工の高品質かつ効率的な製品づくりに最適な技術として、多くのクライアント様から信頼を得ています。
特に熱処理温度が約400℃付近に達すると、皮膜硬度は最高値に達し、最大でHV900~1000の硬度を実現します。これはステンレス鋼の約4倍の硬さに相当し、高い耐摩耗性や耐久性を必要とする用途に適した仕上がりです。
その後、温度を500℃まで上げても硬度は緩やかに低下するものの、依然として非常に高い硬度の約800HVを維持可能です。この特性を活かし、お客様のご要望に応じた精密な金属加工と表面処理を提供しております。
ご提供いただいた図面を確認のうえ、必要な領域のみのめっき処理に対応いたします。
この処理により、耐摩耗性や耐食性の向上が期待でき、精密金属加工における付加価値の強化や機能性の向上に寄与します。当社は、環境配慮を含む多様な表面処理技術を駆使し、「めっきであなたの嬉しいを実現」を企業指針として、お客様の多様なご要望に的確にお応えしています。詳細なご相談や技術的なご質問もお気軽にお問い合わせください。
無電解ニッケルめっき皮膜は、処理直後の析出状態で硬度が約HV500程度ですが、これに300℃から400℃の範囲で熱処理を施すことで、皮膜内部の組成と結晶構造が変化します。
具体的には、ニッケルとリンの合金であるニッケルリン(Ni-P)皮膜が、熱処理により化学組成が変わり、硬質相のニッケルリン化合物(Ni₃P)に転態します。このNi₃Pの形成により、皮膜全体の結晶格子が強化され、結果として硬度が大幅に上昇します。
このプロセスは耐摩耗性や耐久性の向上につながり、精密金属加工品の付加価値を高めるために非常に有効です。当社では、この高付加価値化技術を活用し、お客様のニーズに合わせた機能性と信頼性の高いめっき処理を提供しております。
株式会社コネクションでは、ベリリウム銅の特性に合わせた最適な前処理工程を確立しており、これにより無電解ニッケルめっきの密着不良や剥がれといった不具合を効果的に解消しています。前処理には表面の清浄化や活性化処理を適切に行い、めっきの密着力を最大化することで、耐久性と機能性を高めることが可能です。
当社は「めっきであなたの嬉しいを実現」を企業理念に、機能性向上と環境配慮を両立しためっき処理をご提供しておりますので、ベリリウム銅素材のめっきでお困りの場合はぜひご相談ください。
しかし、株式会社コネクションでは、独自に確立した適正な前処理技術を導入することで、この問題を解消しています。
前処理によって鉛の影響を抑え、無電解ニッケルめっきの均一な析出を可能にし、耐食性や機能性の向上させた高品質な表面処理を提供しています。したがって、鉛入り鉄鋼上への無電解ニッケルめっき加工は、弊社の技術により問題なく対応可能です。めっきによる付加価値と耐久性向上をご希望のお客様は、ぜひ弊社へご相談ください。
浸炭鋼の表面は高炭素鋼で覆われているため、通常のめっき処理とは異なり、適正な前処理が不可欠です。
この前処理を適切に行わないと、めっき皮膜の密着性が著しく低下し、耐久性や機能性に影響を及ぼす可能性があります。
株式会社コネクションでは、長年の金属加工および精密めっき技術を活かし、浸炭処理部品特有の表面特性に応じた最適な前処理プロセスを実施。これにより、高い密着力と耐食性を持つ無電解ニッケルめっき膜を実現し、お客様のニーズに応じた付加価値の高い製品をご提供いたします。安心してご相談ください。
当社では酸化皮膜を適切に除去する技術を有しており、この処理により変色を取り除き、元のタフピッチ銅素材の美しい表面に復元することが可能です。
株式会社コネクションは精密金属加工およびめっき処理の専門メーカーとして、機能性と耐食性の向上はもちろんのこと、こうした表面補修にも高い技術力で対応しておりますので、ご安心してご相談ください。
その主な原因は、めっき液の配合や使用する水の質、さらには実際に処理を担当する技術者の経験や技量が各社で異なるためです。
これらの要素は均一に揃えることが難しく、その差が最終的な品質に表れます。また、各社の品質管理基準や検査方法も異なる場合が多いため、同じ仕様でも見え方や評価が変わることがあります。
株式会社コネクションでは、お客様のご要望や必要となる品質レベル、検査内容を事前にしっかりと共有いただくことで、最適なめっき処理を提供し、安定した高品質な仕上がりを実現しています。めっき品質の違いにお悩みの場合は、ぜひ具体的な条件や用途をお伝えください。
硬さが特に求められる場合には、耐摩耗性に優れた硬質クロムめっきや無電解ニッケルめっきが適しています。これらは金型の耐用期間を延ばし、安定した成形品質を維持するために効果的です。
一方で、離型性(製品の取り外しのしやすさ)を重視される場合は、テフロンを含む無電解複合めっきが非常におすすめです。この処理は金型表面の滑りを良くし、製品の粘着を抑制します。
さらに試作段階に十分な余裕があれば、これらすべての皮膜を比較評価いただくことで貴社の製造環境や条件に最も適しためっき処理を選定いただけます。弊社は機能性向上、耐食性強化、工数削減、環境配慮を踏まえた最先端のめっき技術で、射出成形金型の長寿命化と生産効率アップに貢献いたします。どうぞお気軽にご相談ください。
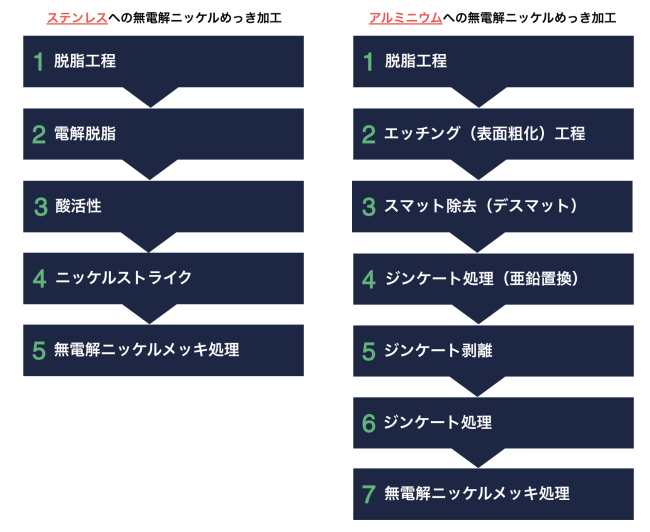
この不動態膜は非常に安定で通常の無電解ニッケルめっき工程では除去できないため、そのままめっきを行うと密着性が著しく低下します。ここで必要となるのがニッケルストライク処理です。
ニッケルストライクは強酸性のめっき液で、酸と還元反応によりこの不動態膜を効果的に除去すると同時に、ステンレス鋼表面に薄いニッケル層を均一に付着させます。これにより無電解ニッケルめっきの密着性が飛躍的に向上し、耐食性や機能性を高める高品質なめっき皮膜の形成が可能となります。
株式会社コネクションでは、こうした専門的な前処理技術を駆使し、お客様の製品に最適な表面処理サービスを提供しております。
無電解ニッケルめっき皮膜は追加の熱処理を行うことで硬度を向上させることが可能ですが、プリハードン鋼の場合、熱処理を施すと焼きなまし状態となり硬度が低下するリスクがあります。
そのため、皮膜硬度をHV1000近くまで高めたい場合は、基材の特性を踏まえた熱処理温度や条件について詳細に打ち合わせさせていただく必要があります。当社は機能性向上と耐久性の両立を念頭に、お客様のご要望に沿った最適なめっき処理をご提案いたします。お気軽にご相談ください。
ナットが通らなくなる主な原因は、バレルめっき工程での物理的な衝撃によるネジ部(タップ部)の変形が挙げられます。具体的には、製品のバレルへの投入・取り出し時や、めっき中の製品同士の衝突、また遠心力脱水乾燥機を使用する場合の乾燥時の衝突などが、タップ部に打撃を与え変形させてしまいます。
特に大きめのボルトでこの現象は顕著に現れるため、こうした物理的ダメージを防ぐ処理方法の見直しが必要です。当社株式会社コネクションでは、このような課題に対して最適なめっき工法の提案や、製品ごとの適切な工程管理を実施し、機能性と品質の両面からご満足いただける表面処理を提供しております。ぜひご相談ください。
めっき剥離後は素材表面が多少荒れるため、新品のめっき前の状態に比べて艶が引けた仕上がりとなります。
この点を踏まえた上で、追加加工のご要望にも柔軟に対応いたします。ご相談いただければ、最適な表面処理や加工方法をご提案し、お客様の製品価値向上と製造効率化をサポートいたします。
5~10μmの厚さでのめっき処理が可能であり、機能性向上や耐食性強化など、お客様のニーズに応じた高品質な表面処理を提供いたします。
ご依頼に際しては、製品の大きさや数量が分かる図面をご用意いただけますと、正確なお見積もりを迅速にご提出できます。細かな仕様やご要望についても柔軟に対応しておりますので、お気軽にお問い合わせください。
特に素材表面の粗さを極力抑えながら処理を行う技術を有しておりますので、精密金属加工の品質を維持したままめっき剥離をご提供いたします。
ただし、製品のサイズに制限がございますため、具体的な製品サイズや形状をお知らせいただければ、最適な剥離方法と対応可否について詳細にご案内いたします。弊社はめっき処理における機能性向上と環境配慮を重視し、お客様のご要望に合わせて最適なソリューションを提供しておりますので、お気軽にご相談ください。
ご提示の寸法3290×840×123mmについても、サイズ的には処理可能です。
ただし、製品の保持方法や細かな形状の確認が重要となるため、正確な可否判断のためには図面をご提出いただく必要があります。
図面により形状や重量が確認できれば、より詳細な検討を行い、ご希望に沿った処理が可能かを総合的に判断いたします。当社はお客様の製品に対して最適な表面処理を提供し、耐食性や機能性の向上、品質の安定に貢献することを使命としております。まずは関連資料をお送りいただければ、専門スタッフが迅速かつ的な対応いたします。
過去にも多数の実績があり、高い信頼性を持って処理を行っております。
膜厚については、お客様のご指定に基づき4μm程度の厚みにてめっき処理が可能であり、膜厚のばらつきは4μmに対して±1μmの範囲で管理しております。
この精度により、機能性や耐食性を安定的に向上させるとともに、品質の一貫性を確保しております。精密金属加工メーカーとしてのノウハウを活かし、最適な表面処理をご提供いたしますので、安心してご相談ください。
無電解ニッケルメッキは耐食性や耐摩耗性を大幅に向上させ、製品の付加価値向上に寄与します。膜厚やその他の仕様につきましては、お客様のご要望や用途に応じて別途ご相談ください。
当社はめっき処理を通じて機能性向上や環境配慮を重視し、最適な加工提案を行っておりますので安心してお任せいただけます。
アルミニウム材に関しても、実際にめっき処理を施した後に詳細な測定を行い、指定の寸法公差±100/2内に収めることが可能であると考えております。
もし初回の処理で寸法が公差範囲から外れてしまった場合でも、条件出しを再度行い、プロセスの最適化を図ることで、公差内に収められるよう継続的に調整・改善いたします。完成までの全工程において緻密な管理と対応を徹底しており、お客様にご安心いただける品質を提供することをお約束します。
しかし、下地に電解ニッケルめっきを先に施すことで、その上に10μmの無電解Ni-Pめっきを付ける処理が可能となります。
これにより、耐食性や機能性を大幅に向上させることができ、お客様のニーズに応じた高品質な表面処理を提供いたします。当社はめっき処理を通じて製品の付加価値向上や長寿命化を実現し、環境にも配慮したサービス提供を心掛けておりますので、ご相談や詳細な技術要件についてもお気軽にお問い合わせください。
弊社は金属加工・精密金属加工メーカーとして、めっき処理の機能性向上や耐食性の強化だけでなく、めっきの剥離や再処理も含めた多彩なサービスを提供しております。
特にチタン合金のような高機能素材に対しても安全かつ効率的にめっきを剥離し、その後の加工や再めっきに最適な状態を実現いたします。お客様のニーズに合わせたカスタマイズも対応可能ですので、めっき剥離に関するご相談はぜひ当社へお任せください。
当社は金属加工・精密金属加工メーカーとして、めっき処理を通じて機能性の向上や耐食性強化、付加価値の提供に注力しております。具体的な処理方法の検討にあたっては、製品のサイズや形状が分かる図面やイラストをお送りいただく必要があります。
これにより最適なめっき処理の手順を確認し、品質と性能を最大限に引き出す提案をさせていただきます。お客様のニーズに応じた高品質な表面処理で、環境にも配慮した製品づくりに貢献いたしますので、どうぞお気軽にご相談ください。
めっき処理による耐食性や機能性の向上に加え、ベーキング処理によりめっき層の硬度や密着性を高めることで、製品の品質と付加価値を最大化いたします。
弊社は環境への配慮を大切にしつつ、お客様のニーズに応じた最適な表面処理工程を提供し、「めっきであなたの嬉しいを実現」を目指しております。お困りの点やご要望があればぜひご相談ください。
ただし、製品をめっき処理時に安全かつ均一に吊るすため、板厚部の両サイドにM8タップネジを2箇所(各250~300mm間隔)設けていただく必要があります。
このネジ穴設置により製品の重量を適切に支え、めっきの品質を保ちながら確実に処理を行うことができます。当社は、耐食性向上や付加価値付与を実現する高精度な表面処理を通じて、お客様のニーズに応えることを使命としておりますので、ご不明点や詳細なご相談もお気軽にお申し付けください。
当社は精密金属加工メーカーとして、機能性向上や耐食性強化を目的とした表面処理技術に注力しており、長尺製品においても均一で高品質な仕上がりを実現しています。
ショットブラストにより表面の微細な凹凸を形成し、密着性を高めた上で無電解ニッケルめっきを施すことで、耐摩耗性や防錆性を大幅に向上させることが可能です。ご要望に応じて最適な処理条件を提案いたしますので、安心してご相談ください。
過去に多数の実績があり、3~6μmの均一なめっき膜を安定して付与することで、耐食性や耐摩耗性の向上、機能性の強化を実現しています。
弊社の高度なめっき技術は、表面の均一性と付加価値の向上を重視しつつ、環境負荷低減にも配慮しておりますので、安心してご依頼いただけます。具体的な仕様やご要望がございましたら、お気軽にお問い合わせください。
特殊銅合金であるコルソン銅は、NiやSiを主成分とするため通常のめっきが難しい場合もありますが、当社の高度な技術とノウハウにより、問題なくめっき処理を行っております。
めっきの膜厚や製品の形状、大きさなどのご指定に柔軟に対応いたしますので、詳細な条件をお聞かせいただければ最適な提案をさせていただきます。機能性向上や耐食性向上をはじめとした付加価値付与を目的としためっき処理を通じて、お客様のニーズにお応えいたしますので、ご安心してご相談ください。
ニッケルめっきは優れた光沢と耐食性を付与し、その上に金めっきやチタンコートを施すことで、装飾目的の金色を美しく演出できます。
株式会社コネクションでは、精密金属加工と高度なめっき処理技術を活かし、機能性向上と美観の両立を実現。お客様のご要望に応じて最適な表面処理をご提案し、付加価値の高い製品を提供いたしますので、ぜひご相談ください。
無電解ニッケルめっきは均一な膜厚と優れた密着性を実現し、表面の耐食性や機能性向上に寄与します。
特にサーメットの脆さの軽減については、実際にめっき処理を施していただき、その後の機械的評価を行うことで効果の確認が必要です。
当社では、お客様のご要望に応じてサンプル加工および評価支援も実施しており、最適な表面処理の提案を通じて付加価値向上と安定した耐久性の実現に貢献しています。お気軽にご相談ください。
防錆性能を高めるためには素材表面の適切な前処理が非常に重要であり、当社ではモリブデンの特性に合わせた最適な前処理工程を実施することで、めっきの密着性を確保しております。
そのため、密着性の問題なく高品質なめっき処理が可能です。弊社のめっき技術により、耐食性向上と機能性付加を両立させ、お客様のニーズに応える製品をご提供いたします。ご相談や詳細な仕様についてもお気軽にお問い合わせください。
量産体制も整っており、お客様のニーズに応じた安定した品質での大量生産が可能です。
また、部分的なマスキングを用いた限定的なめっき処理も承っておりますので、用途や設計に合わせた細やかな対応が可能です。表面処理の仕様やご要望についてお気軽にご相談いただければ、機能性向上や加工効率の最適化を含め、最適なご提案をさせていただきます。
防錆をはじめとする機能性向上を目的とした表面処理として、全面だけでなく部分的なめっき処理も可能です。
部分処理をご希望の場合は、ご指定の膜厚や処理箇所の詳細をお知らせいただければ、お客様のニーズに最適な仕様をご提案いたします。弊社の精密なめっき技術により、耐食性向上と付加価値の高い製品づくりをサポートいたしますので、安心してご相談ください。
ご希望の膜厚やその他の仕様がございましたら、お気軽にご相談ください。当社のめっき技術により、耐食性や機能性の向上を図りつつ、お客様のニーズに合わせた高品質な表面処理をご提供いたします。
無電解ニッケルめっきは耐食性や耐摩耗性の向上に優れており、クロム銅の特性を損なわずに機能性を高める表面処理として最適です。
めっき膜厚につきましてはお客様のご要望に応じて調整が可能ですので、具体的な膜厚のご指定や使用環境などの詳細をお知らせいただけますと、より最適なご提案をさせていただきます。ご相談やお見積もりはお気軽にお問い合わせください。
つや消し仕上げは、まずショットブラストによって素地の艶を落とし、その後に無電解ニッケルめっきを施すことで実現します。
この工程により耐食性や機能性を維持しつつ、マットな外観を付与することが可能です。
膜厚の指定や製品の形状、数量など具体的な条件をお知らせいただければ、最適な処理プランをご提案いたします。弊社は高精度な金属加工と表面処理技術を駆使し、お客様のご要望に応じた付加価値の高い製品づくりをサポートいたします。
無電解ニッケルめっきは、均一で密着性の高い被膜を形成し、セラミック素材に優れた導電性と耐食性を付与します。さらに、より高い導電性をご希望の場合は金めっきも選択可能ですが、チタン酸アルミナセラミックには直接金めっきを施すことができません。
そのため、まず無電解ニッケルめっきを下地処理として施し、その上から金めっきを重ねる二層構造での対応となります。この方法により、高い導電性と耐久性を兼ね備えためっき層を実現でき、用途に応じた最適な機能付加が可能です。株式会社コネクションでは、これらのめっき技術を駆使し、お客様のニーズに沿った最適な表面処理をご提案いたします。
ただし、AINの材料特性により表面反応が異なる場合があるため、まずは試作処理を行い処理の適正を確認するテストが必要です。
お客様には端材などの試験用材料をご用意いただき、実際にめっき条件の検証を行うことで最適な処理方法を確立いたします. 当社は機能性向上や耐食性の強化、付加価値付与を重視し、詳細なテストと高精度の処理を通じて安心してご利用いただけるめっきをご提供しております。お気軽にご相談ください。
実際に過去の実績があり、リン酸マンガン皮膜が持つ優れた絶縁性を活かした表面処理にも対応しております。当社のめっき技術により、機能性や耐食性の向上はもちろん、複合的な付加価値を実現し、お客様の多様なニーズにお応えしています。詳細な技術要件や用途に応じた最適な提案も可能ですので、ぜひご相談ください。
無電解ニッケルめっきは、耐食性や耐摩耗性の向上、均一な膜厚付与が可能なため、高速度鋼の性能を最大限に引き出す表面処理として最適です。ご希望の膜厚やその他の仕様がございましたら、詳細をご連絡いただければ、お客様のニーズに合わせた最適なめっき条件をご提案いたします。
弊社は、高精度な金属加工とめっき処理を通じて、機能性向上と付加価値創出を目指しており、環境にも配慮したサービスをご提供しておりますので、安心してご依頼ください。
つや消しの表面仕上げはショットブラスト工法を用いて行い、均一で高品質なマット調の仕上がりを実現します。
当社はめっき処理を通じて耐食性の向上や機能性の付与、工数削減など付加価値を加えることを重視しており、お客様のニーズに合わせた最適な表面処理をご提案いたします。品質と環境配慮の両立を目指し、精密金属加工分野での豊富な経験を活かして、安心してご依頼いただけるサービスを提供しております。
株式会社コネクションでは、こうした形状に対してバレルめっきを推奨しております。
バレルめっきとは、製品を専用の容器に入れて一括で処理する方法であり、大量の製品を効率良くめっきできます。ラック処理のように一つずつ保持する方法に比べてコスト面で優れており、価格を抑えつつ高い生産性を実現可能です。ただし、製品同士が容器内で接触しぶつかるため、表面に傷や打痕がつくリスクがあります。
したがって、使用環境や製品の外観要求に応じて適切なめっき方法をご提案し、機能性とコストのバランスを最適化します。弊社はめっき処理を通じて耐食性や付加価値の向上を目指し、お客様のニーズに沿った最善のソリューションを提供いたします。
特にめっきグレードのABS(ナチュラル色)に対しては無電解ニッケルめっきを施すことで、導電性を付与可能です。
当社は金属加工および精密金属加工メーカーとして、めっき処理を通じて機能性の向上や耐食性の改善、付加価値の創出を実現しており、環境配慮も含めた最適な表面処理をご提案いたします。ABS樹脂の特性やお客様の用途に合わせた丁寧かつ精密な対応で、目的とする導電性および品質を確保いたしますので、ぜひお気軽にご相談ください。
めっきによって耐食性や表面硬度を向上させることができ、工具の性能向上や長寿命化に貢献いたします。
ご希望の膜厚や特別な仕様がございましたら、ぜひお知らせください。お客様のニーズに合わせた最適な表面処理をご提案し、品質・機能性の両面で付加価値を提供することをお約束します。
目視で確認できる色の変化や光沢の違いはなく、クロメート処理が施されているかどうかを外観から判断することはできません。
このため、機能性や耐食性を向上させつつ、製品の外観品質を損なわない仕上がりを実現しています。株式会社コネクションは、めっき処理による付加価値の提供を通じて、お客様のニーズに応えた高品質な精密金属加工を展開しております。
当社は精密金属加工と表面処理の専門メーカーとして、樹脂材料にも高品質なめっき処理を施すことで、耐食性や機能性の向上を実現しています。
無電解ニッケルめっきは均一な膜厚付与が可能で、PC樹脂の特性を損なわずに付加価値を高めることができます。ご要望の膜厚などの仕様がございましたら、ぜひお知らせください。お客様のニーズに最適なめっき加工を提案し、効率的かつ環境に配慮した処理を提供いたします。
めっき処理には電気めっき、無電解めっき、複合めっき、合金めっきなど複数の種類があり、そのベースとなるのはすべて金属です。
無電解めっきはその中の一種で、外部からの電源を使わずに化学反応を利用して金属を被覆するめっき方法です。したがって、無電解めっきは「めっき」の一形態であり、「金属めっき」と無電解めっきは同義ではありません。
当社、株式会社コネクションでは、それぞれのめっき処理技術を最適に選択し、製品の機能性向上や耐食性改善に貢献しています。
タフピッチ銅の小さなピン(Φ3×5)の先端部だけにめっきを施すご要望も承っております。ただし、製品の形状によってはマスキング作業が困難な場合もございますので、形状がわかる図面や詳細な情報をご提供いただければ、技術的な可否を丁寧に検討し、最適な方法をご提案いたします。
当社は精密金属加工及びめっきの豊富な実績を活かし、機能性や耐食性の向上をはじめ付加価値の高い仕上がりを追求しております。どうぞお気軽にご相談ください。
長年にわたる実績により、アルミナセラミックス素材への密着性も問題なく確保しており、耐久性や機能性を向上させる高品質なめっき処理をご提供可能です。
これにより、精密な金属加工製品に付加価値を付与し、耐食性や加工性の向上に貢献しておりますので、お客様のニーズに合わせた最適な表面処理をご相談ください。
当社は金属加工・精密金属加工メーカーとして、材質や用途に応じて最適な前処理方法およびめっき条件を検討し、耐食性の向上や機能性の付加を実現しています。
複合材の特性を踏まえた柔軟な対応により、製品の品質と付加価値の最大化を図っております。形状や具体的なご要望についてはお打ち合わせの上で最適な提案をいたしますので、詳しい内容がございましたらお気軽にご相談ください。