
特殊処理
ナトリウム処理

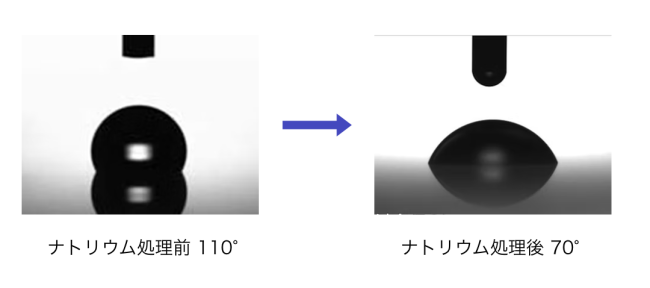
ナトリウム処理で撥水性から親水性に変える事が可能です。
- PTFEと異種材料を接合したい。
- 試料導入容器内の残渣を無くしたい
- PFAの表面張力を下げたい
この様な課題を課題をお持ちではありませんか?
ナトリウム処理のシェアNo.1の当社であれば解決可能です。
撥水性とは
撥水性(はっすいせい)とは、固体表面が水を弾く性質のことを指します。
水滴がその表面に接触した際に、表面に広がらずに丸い水玉のような形状を保ち、転がり落ちやすい状態を指します。
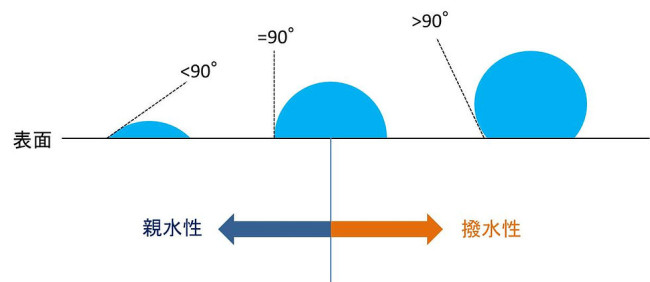
撥水性の程度は、水滴と固体表面との間に形成される接触角の大きさによって評価されます。
接触角が90度よりも大きい場合、その表面は撥水性を示すと言えます。これは、水滴が表面に十分に濡れ広がらず、丸みを帯びた形状を保つためです。さらに、接触角が110度から150度程度の範囲にある場合は、高撥水性とみなされ、水滴はより球状に近い形状となり、表面から非常によく弾かれます。そして、接触角が150度を超えるようになると、超撥水性と呼ばれる状態になり、水滴はほぼ完全な球体となって、表面にほとんど接触することなく転がり落ちるようになります。
水の接触角測定データ(PFA)
ナトリウム処理とは
ナトリウム処理とは、フッ素樹脂(PTFE・PFA・FEP)、フッ素ゴムを疎水性から親水性に変える表面処理です。
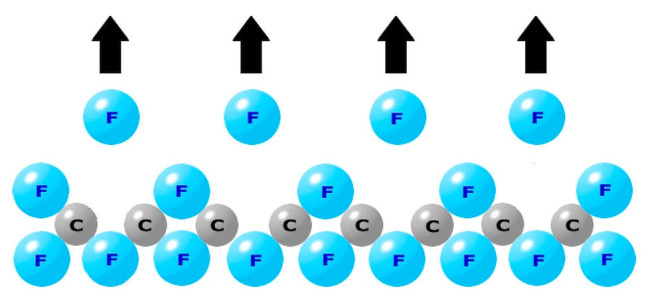
フッ素樹脂中に含まれているF原子を引き抜き、炭素原子(C)を二重結合など電子不足の状態にする事で親水性する事が可能です。
フッ素樹脂(PTFE・PFA・FEP)、フッ素ゴムを親水性にする事で接着剤を使用した接合やめっき処理も可能です。
フッ素樹脂には特異な非粘着性があり、付着性の強い粘着物に対しても離型しやすく、粘着性の物質も粘着することはありません。PTFEやPFA,FEPなどは特にこの性質が強く、特別な処理をしないかぎり粘着性の物質で接着しても容易に離れてしまいます。フッ素樹脂はそのままの状態では接着剤によって他の物質に接着することは困難ですが、その表面を化学的処理をすることによって接着できるようになります。その化学的処理がナトリウム処理です。
フッ素樹脂とは
フッ素樹脂(テフロン、PTFE)とは、正式名:ポリテトラフルオロエチレン(Poly Tetra Fluoro Etylene)の頭文字を取ってPTFEと呼ばれた材料です。通称テフロンとも呼ばれておりますが、テフロンの呼び名はデュポン社の登録商標です。
また、PTFEの原料は、フッ酸とクロロホルムを反応させた物質を熱分解する事で生成される材料で、非常に優れた特性を持った材料です。(非粘着性、耐熱性、滑り性、電気絶縁性や誘電損失の少なさ、耐アーク性、耐摩耗性、耐薬品性、非濡れ性など)
フッ素樹脂が他の物質と馴染みにくい理由
高い撥水性
フッ素樹脂は多くの物質に対してはじく性質をもっています。
フッ素コーティングを施したフライパンに水を垂らすと綺麗な水滴になります。水や油をはじく理由として、表面張力が低いことがあげられます。
PTFEは表面張力が低く、逆に水は表面張力が高く、その数値の差が大きいことで綺麗な水滴ができます。
馴染みにくい性質
水に油を注ぐと、混ざり合わずなじみません。これと同じように、フッ素樹脂はほとんどの物質に対して馴染みにくい性質をもっています。
なじみにくさを数値化して表したもののひとつとして、SP値というものがあります。SP値とは溶解度パラメータとも呼ばれ、この数値が離れている物質は「なじみにくく、くっつきにくい」といわれています。
フッ素樹脂は、ほとんどの物質に対してSP値が離れていることから、それらと「なじみにくい」と言えます。
化学的に安定している分子構造
フッ素樹脂は炭素原子とフッ素原子が結合したものが直鎖的につながった分子構造になっています。
さらに炭素原子同士の結合部はフッ素原子で隙間なく覆われています。
炭素原子とフッ素原子の結合エネルギーは化学結合の中でとても強いものです。
結合エネルギーが強いことで、ほとんどの物質と化学的に結合することがありません。
・炭素原子がフッ素原子で隙間なく覆われた構造
・炭素原子とフッ素原子の結合エネルギーはとても強い
この2つの理由により、PTFEは化学的に安定した性質に恵まれているのです。
フッ素樹脂は高い撥水性、馴染みにくい性質、化学的に安定している分子構造などが優れた非粘着性の理由と考えられます。
よくある質問
PTFEは難加工材の一つですが、当社では表面処理技術を駆使し、安定したエッチング加工を実現しています。
さらに、お客様がエッチングを希望される目的や最終用途をお伺いすることで、最適な処理方法や代替手段のご提案も可能です。例えば、表面の密着性向上や特定の機能付与を目的とされる場合には、より効果的な表面改質技術を組み合わせることも検討いたします。
精密金属加工と表面処理の専門メーカーとして、機能性向上や耐食性、環境配慮を踏まえた最適な加工ソリューションをご提供いたしますので、まずはお気軽にご相談ください。
この炭素の生成により、表面に特徴的な茶褐色が現れ、色の濃淡は処理の深さに依存します。浅い処理では薄く、深い処理ではより濃く見えるのが特徴です。
なお、当社のナトリウム処理では、表層に有害な残留物は残らず、表面の機能性や耐食性の向上に寄与する安全かつ高度な処理技術を提供しています。これにより、精密金属加工における付加価値の高い製品づくりをサポートしております。
最大処理実績サイズは1434mm×110mm×50mmまでであり、精密かつ高品質な金属加工技術を活かして、表面処理の機能性や耐食性を向上させることでお客様のニーズにお応えしています。めっき処理と組み合わせた付加価値の高い製品提供を心掛けておりますので、詳細やご相談はお気軽にお問い合わせください。
親水性付与を目的としたナトリウム処理の実績として、特にPFAコーティングに適用した場合、処理前は接触角が90度以上であったものが処理後には約70度程度まで低減され、親水性が確実に向上することを確認しています。
この数値は、表面の親水性を高め、液体の付着や拡がりを促進するため、さまざまな応用で効果的です。ご希望の用途や仕様に合わせた最適な処理条件もご提案可能ですので、お気軽にご相談ください。
特殊な技術を用いてめっきを施すことで、テフロン樹脂に導電性や半田接合性といった機能を付与できます。
また、全体めっきだけでなく、部分的なめっき処理にも対応しており、用途や製品設計に合わせた柔軟な加工が可能です。当社の精密めっき技術により、機能性向上や付加価値の創出を実現し、耐食性や環境面にも配慮した最適な表面処理を提供いたします。
この際、引き抜かれたフッ素はナトリウム(Na)と化学反応を起こし、主にふっ化ナトリウム(NaF)の形態で生成されます。生成されたNaFはナトリウム溶液中に滞留し、処理液内に存在するため、表面には残留しません。
ナトリウム処理につきましては、現在受託加工のみを承っており、ナトリウム処理液の販売は行っておりません。
ナトリウム処理の受託加工をご検討いただける場合は、処理対象の製品種別や数量、用途の詳細をお知らせいただけますと、より適切なご提案が可能です。